برش پلاسما : فروش دستگاه برش پلاسما {100% اورجینال} بدون واسطه
برش پلاسما : فروش دستگاه برش پلاسما ، بدون واسطه و مستقیم از تولید کننده اصلی با برند رادوکس ، جهت استعلام قیمت دستگاه برش پلاسما کافی است با شماره درج شده تماس بگیرید.
تعریف ساده ای که در مورد دستگاه برش پلاسما ، میتوان گفت این است که : این دستگاه با استفاده از مشعل تورچ (torch) هر گونه فلز یا فولادی را برش می دهد . روش کار آن بدین صورت است که : یک گاز نجیب و گاهی هوای فشرده، با سرعت بالا از نازل دستگاه خارج می شود و در همان حین ،قوس الکتریکی بین قسمتی که برای برش حاضر شده و گازی که در نازل محفوظ شده ایجاد میشود و گاز را به حالت پلاسما در می آورد .
شاید این برای شما سوال شده باشد که هر کدام به چه نحوی وظیفه برش را بر عهده دارند ؟ در توضیح باید گفت که پلاسما به حد کافی گرم میشود تا فلز یا هر قطعه دیگری را ذوب کند و در آخر هوای فشرده به اندازه ی لازم فشار را به فلز ذوب شده در جهت خارج سازی آن از مسیر برش وارد خواهد کرد.
مزایای برش پلاسما نسبت به برش فلز با فلز عبارتند از:
- تراشه فلزی ایجاد نمیگردد ،
- دقیق برش میدهد .
برش دهندههای پلاسما، خیلی سریع همه گیر شدند ، اما مشکل آنجا بود که این دستگاهها گران و تا حدی نیز کند بودند. بنابراین استفاده از آنها به کاربردهایی که نیاز به تکرار کردن الگوی برش (مثلا در تولید انبوه قطعا) بود بیشتر رواج پیدا کرد.



در سال 1980 ، همزمان با استفاده از تکنولوژی CNC در ماشین ها و دستگاههای صنعتی ، این تکنولوژی در دستگاه برش پلاسما نیز بکار گرفته شد. با این کارانعطافپذیری بیشتری در برابر شکل های مختلف مورد نیاز ، بواسطه برنامهنویسی CNC ؛ توسط دستگاه برش پلاسما ارائه میشد. اما همچنان وجود استفاده از کنترلرهای CNC ، همچنان دستگاه های برش پلاسما فقط دارای دو محور x و y هستند و توانایی آنها محدود به برش طرحها والگوها در ورقه ها و صفحه های تخت می باشد.
تاریخچه برش پلاسما به سال 1960 برمیگردد:
در سال 1960 برش پلاسما از فرایندی با نام جوش پلاسما نشات گرفت و ایجاد شد، و بالاخره در سال 1980 به عنوان راه حل کاربردی و مطمئن برای برش فلزات و ورق های فلزی به دنیا معرفی شد .
دستگاه های برش پلاسما بسیار سریع در بین کمپانی ها و صاحبان مشاغل معروف و محبوب شد، لیکن این دستگاه ها تا حدی گران با سرعت عمل نسبتا پایین بودند به همین دلیل بیشتر برای طراحی و تکرار الگو مورد استفاده قرار میگرفتند.
[ویکیپدیا]
کاربرد دستگاه برش پلاسما
دستگاه برش پلاسما جایگزینی مناسب برای روشهای سنتی برش است چونکه :
- دقت بالاتری دارد،
- سرعت بالاتری دارد،
- باعث کاهش زمان انجام پروژه میگردد.
دقت دستگاه، باعث میوشد که هزینه کار کاهش یابد و همچنین زمان عملیاتی مانند ماشین کاری قطعات را نیز کاهش میدهد.
موارد مصرف دستگاه برش Plasma در صنایع مختلف می باشد از جمله :
- پتروشیمی
- پالایشگاهی
- نیروگاهی
- کشتی سازی
- صنایع دفاع
- خودرو
- سرمایشی و گرمایشی
- ساختمانی (سوله سازی و …)
- تجهیزات سیمان، فولاد، قند و نیشکر
- بازارهای آهن و آهن فروشی ها
نحوه عملکرد دستگاه برش پلاسما چیست؟
این دستگاه های پرکاربرد و هوشمند از دو روش برای ایجاد قوس در برشکاری استفاده میکنند :
- روش اول استفاده از مشعل تورچ و ایجاد قوس،
- روش دوم استفاده از یک مدار ولتاژ بالای الکتریکی برای ایجاد قوس الکتریکی میباشد .
دستگاه های برش معمولا نزدیک تجهیزات الکترونیکی مانند سخت افزار ها یا ابر رایانه ها فعالیت دارند از این رو تجهیزات دیگری برای از بین بردن نویزها و ارتعاشات در منطقه دیگری به نام مجموعه کنترل پلاسما قرار دارند تا روند کار را سریع و بی خطر کنند .
روش ایجاد پلاسما برای برش
ابتدا دستگاه تغدیه مورد نظر را به الکترود منفی متصل می نماید.
نازل را روی جسم فلزی قرار می میدهید، تا یک مدار بسته ایحاد گردد.
در حین این فرایند یک جرقه بین الکترود و فلز رخ میدهد و طبق این امر گاز به داخل کانال فرستاده میشود تا به حالت چهارم ماده یعنی پلاسما تبدیل شود، که این واکنش دارای دما و سرعت بالاست .
دهانه متصل به الکترود، محل عبور گازهایی نظیر نیتروژن، اکسیژن و غیره است که ، افزایش حرارت ایجاد شده در حین انجام عملیات باعث برش خواهد شد.

علاوه بر این خود پلاسما هم توانایی هدایت الکتریسیته ها را دارد و تا وقتی که منبع تغدیه با الکترود در ارتباط است و قوس الکتریکی در حال انجام عملیات است ، برش و ذوب فلزها ادامه دارد .
زمانی که گاز از قسمت سری دستگاه برش خارج می شود، به دلیل منقبض شدن نازل موجود، گاز با سرعت بیشتری تخلیه می شود و همین موضوع نیز به افزایش بازدهی برش پلاسما کمک شایانی می کند.
گاز خارج شده از مشعل دستگاه برش به راحتی سبب تغییر فاز ورق فلزی به حالت مذاب شده و
عملیات برشکاری به وسیله پلاسما به همین شکل ادامه پیدا می کند.
اگر بخواهیم از شرایط جریان ایجاد شده به وسیله پلاسما به چند مورد اشاره کنیم، باید جریان فوق العاده سریع پلاسما در هنگام کار و رسیدن به سرعت صوت را بیان کنیم.
یکی از دلایل اصلی این موضوع، عبور الکتریسیته از پلاسماست که به افزایش سرعت در حین انجام کار کمک شایانی خواهد کرد.
درواقع برخورداری پلاسما از خاصیت رسانایی سبب ایجاد قوس الکتریکی در فرآیند می شود.
آشنایی با تورچ ها (torch)
کلیه تورچ های دستگاه برشکاری پلاسما دو مدل اتوماتیک و دستی دارد ،
تورچ های آب خنک دستی دستگاه برش پلاسما :
این تورچ ها به صورتی دستی تنظیم می شوند و برای برش هایی با ضخامت زیاد و کارهایی با ساعات طولانی مورد استفاده قرار میگیرند .
قطعات تشکیل دهنده تورچ دستی :
الف) قطعه ای به نام گردنه 200 CP که وظیفه اش انجام برش کاری است .
ب)الکترود نازل که روی گردنه سوار است و بعد از هر بار برش کاری باید عوض شود .
پ) شیلنگ و کابل اصلی آب وبرق که تشکل آنها یک کابل پراکنده ، شیلنگ و دو کابلشو می باشد . به علت طولانی بودن مدت برشکاری کابل ها داغ شده و به همین سبب به کمک آب جاری در شیلنگ ها خنک می شوند .
ج) سانترال نری تورچ تشکیل شده از نه سوزن است که هر کدام از آنها وظایف مختلفی مانند فرمان های دستی ، فرمان جرقه این دستگاه را به عهده دارند به این صورت که سوزن های یک و نه برای فرمان دستی ، پنج و شش برای جرقه تایین وظیفه شده اند.
د) شیلنگ گاز برای انتقال باد به کلیه تورچ های هوا و آب خنک در فرایند برشکاری استفاده می شود.
تورچ های اتوماتیک دستگاه برش پلاسما :
تورچ های اتوماتیک فقط روی دستگاه های CNC قابل برنامه ریزی و دقت بالا مورد استفاده قرار می گیرد.
و تفاوت اصلی آن با تورچ دستی در روی بیرونی و گردنه آن است .
گردنه تورچ اتوماتیک روی دستگاه CNC به صورت عمود واقع شده و از از دستگاه فرمانبری می کند .ن
کته شایان ذکر این است که روکش این تورچ حتما باید زرهی باشد زیرا دستگاهی که تورچ روی آن نصب است دارای یک سیستم کامپیوتری است و استفاده نکردن از این نوع روکش باعث ایجاد نویز و کندی روند کار خواهد شد .
مدل های مختلف برش پلاسما
- Fine Cut 61
- Fine Cut 45
- Power Cut 161 A-CNC
- Power Cut 131
- Power CUT 101 A
- Pars Cut -EL160
- Pars Cut 150 TAW
- Pars Cut -SC131
- Super Carrier G1
رعایت موارد ایمنی در هنگام کار با دستگاه برش پلاسما
یکی از عیب های دستگاه برش پلاسما خطرات احتمالی مانند آتش سوزی توسط جرقه ها ، برق گرفتگی و آسیب چشم ها در اثر شعله ایجاد شده توسط قوس الکتریکی میباشد و میبایست همیشه در هنگام کار از پوشش مناسب و ایمنی استفاده کنید.
معایب دستگاه برش پلاسما
- در هنگام برشکاری گاز هایی از براده ها ساتع می شود که به هیچ عنوان برای سلامتی انسان ، حیوانات و محیط زیست مناسب نیست.
- همچنین هنگام کار با دستگاه در دراز مدت به دلیل امواج صوتی که از خود پراکنده می کند سلامت روان و شنوایی انسان را به خطر می اندازد .
- دستگاه های برش پلاسما معمولا هزینه های زیادی برای تعمییر را به همراه دارد و تعمیرات آن همواره پیچیده بوده است .
- در برشکاری عادی از پلاسمایی که در مورد آن صحبت کردیم استفاده میکنیم ولیکن در برای برشکاری با ضخامت زیاد لازم به پلاسما از نوع خاصی است که هزینه بالایی دارد .
- همچنین باید هر چند وقت یک بار الکترود و نازل تعویض شود که خب این هم هزینه بالایی را متقبل می شود.
- و عیب اساسی این دستگاه برش قطعات فقط زیر 2 اینچ می باشد.
برش پلاسما یکی از فناوری های جدید می باشد که با استفاده از فاز ماده در حالت پلاسما صورت میگیرد.
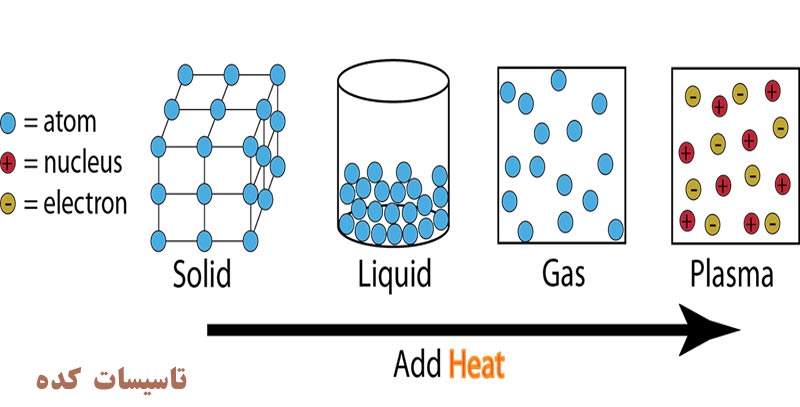
در مدرسه به ما گفته میشد که یک ماده سه حالت دارد:
- جامد
- مایع
- گاز
اما دانشمندان یک حالت چهارم نیز برای ماده کشف کرده اند که حالت پلاسما می باشد. حالت پلاسما ، بر اثر اعمال حرارت و در نتیجه بالارفتن جنب و جوش در مولکول های گاز ایجاد میگردد.
یک ماده چطور به فاز پلاسما برده میشود؟
روال کار به این شکل است که : به ماده حرارت داده می شود، تا از حالت جامد به مایع تبدیل شود ، در ادامه با حرارت دادن بیشتر، ماده از حالت مایع به گاز میرود. اما حرارت دادن به ماده همچنان ادامه پیدا میکند تا در نهایت ماده از حالت گاز ، به حالت پلاسما تغییر شکل میدهد.

ویژگیهای پلاسما چیست؟
پلاسما پر انرژیترین شکلِ ماده محسوب میشود. ساختار پلاسما از ذرات متحرکِ مثبت، منفی و خنثی تشکیل شده. البته این حالت بسیار مشابه به حالت گازی است. مهمترین تفاوتهای میان این دو شکل از ماده به ترتیب زیر هستند. [فرادرس]
- پلاسما دارای هدایت الکتریکی بسیار بالایی است.
- پلاسما به میدانهای الکتریکی و مغناطیسی نسبت به میدان گرانشی حساستر است.
- حرکت ذرات باردار در پلاسما، منجر به تولید میدان مغناطیسی و الکتریکی میشود.
- به دلیل بینظمی شدید و سطح انرژی بالا در پلاسما، این حالت، تابش الکترومغناطیسی مختص به خود را ایجاد میکند.
- بهمنظور نگه داشتن انرژی بالا در پلاسما، تزریق پیوسته انرژی به ماده بایستی برقرار باشد.
این پست را به اشتراک بگذارید : https://b2n.ir/j59142 – https://plink.ir/OK9lu – https://opizo.com/pLkWyT – https://rebrand.ly/5q3wym9
دیدگاه خود را ثبت کنید
تمایل دارید در گفتگوها شرکت کنید؟در گفتگو ها شرکت کنید.